Over the years I’ve audited well over one hundred Ammonia Refrigeration Process Safety (PSM / RMP) programs and one of the things that I always try and remember during the audit is something called the “Anna Karenina” principle. The first line in that Leo Tolstoy novel is:
“All happy families are alike; each unhappy family is unhappy in its own way.”
Put another way: Success requires certain key factors are addressed. Meeting those requirements means that those successful systems will be similar to other successful systems. For Process Safety programs, there are many key factors to success, but I think they all boil down to three main categories:
- Does the facility have a written Process Safety Program that (on paper) meets the safety & compliance requirements of the law, the process, and the people, in a manner that meets the business needs of the company? If so;
- Is the written Process Safety Program implemented as written? If so;
- In the actual day-to-day process, does the written Process Safety Program as implemented address the safety & compliance requirements of the law, the process, and the people, in a manner that meets the business needs of the company adequately?
I often call this the “Three Levels of Compliance.” Shown in a flowchart:
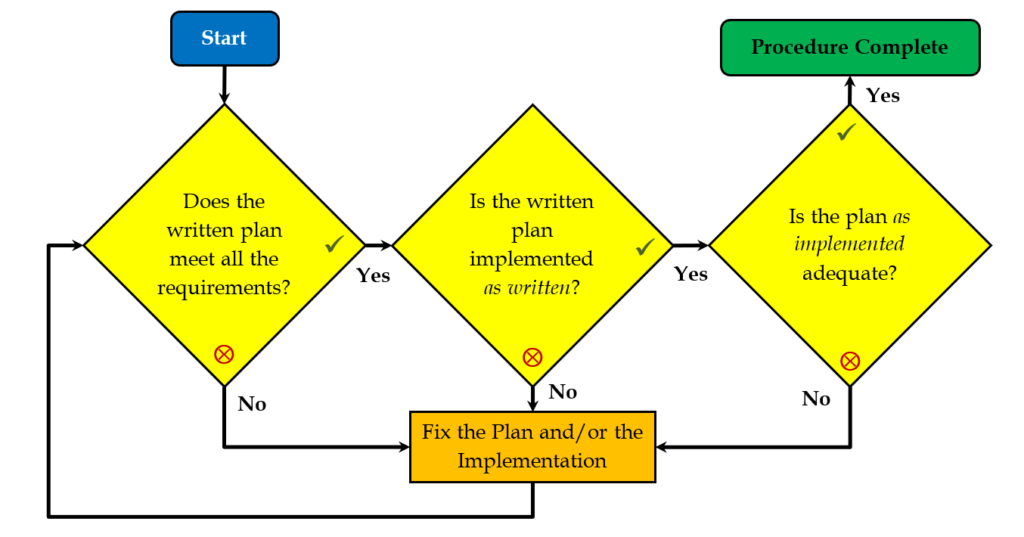
While there are nearly infinite ways a Process Safety program can fail, but ALL successful programs will pass these three levels of compliance checks. Understanding this concept will help you be a better auditor, but it can also help you be a better implementer!
In Auditing, how does this work in practice?
Let’s look at an example of an identified deficiency of rusted pipe found during the walkthrough portion of an audit. Note, we’ve kind of started at the 3rd level of compliance here because we’ve found a problem in the field and therefore know that the plan as implemented isn’t adequate!
First-pass question concerning written plan could include:
-
- Are there written instructions on their inspection frequency and acceptable conditions?
- Is there a written plan on training to perform these inspections?
- Does the written Mechanical Integrity Plan address these specific pipes?
The answers to these questions will help you define a finding / recommendation to improve the program.
Second-pass questions concerning implementation could include:
-
- Is the written Mechanical Integrity Plan that addresses these pipes being conducted when it is scheduled to be?
- Are the written instructions being followed?
- Was the inspector trained in accordance with the written plan?
Again, if the answers to these questions may prompt a finding / recommendation to improve the program. If you have a written MI plan and you are implementing it, but you still have rusting pipes; then you need to fix either the plan or your implementation of it!
How can this concept help me be a better implementer?
Your Process Safety Program is, by its very nature, artificially bringing order to chaos. Because of Entropy, we know that all systems and processes will eventually decline into disorder and fail. This decay happens with no effort on your part but, with effort, it can be thwarted.
Ultimately. I believe the only way to continuously, sustainably maintain your Process Safety Program is by forcing a feedback loop. A feedback loop is where you ensure that the output of a system is routed back to the input of the system. In our earlier worked example, we need to ensure that the output (physical condition, daily practices, etc.) of the system is routed back to the input (written plan and implementation of it) so we can know how well the system is performing and make changes as needed.
When it comes to the mechanical world, there is no better feedback loop that actual inspections and tests. If it is properly designed, your Mechanical Integrity program should be providing this information. Your team needs to understand that (no matter how small) every single deficiency you find, or breakdown that you have, is a sign that your plan can be improved.
When it comes to the operation of the system (policies, procedures, etc.) your PSM team is supposed to be providing this feedback. I say “supposed to be” because more and more I see that this important feedback loop is not being properly utilized. For more information on what the purpose of a PSM team is and what it should do see this earlier article: What is the purpose of a PSM Team?